")
Il fait bon de parler température, surtout en ce moment ! Quel que soit la saison, le type de bobine, l’environnement, l’imprimante, la buse, le plateau… La température est la donnée primordiale, le paramètre phare à appliquer pour nos imprimantes 3D ! Voyons ça de suite !
Note : Ici, on va particulièrement s’intéresser aux imprimantes de bureau de type FDM (Fused Deposition Modeling – Dépôt de filament fondu).
Table des matières
Pourquoi chauffer ?
Alors oui, je commence par une question qui peut paraître bête aux premiers abords, mais vous verrez, pas tant que ça :-D.
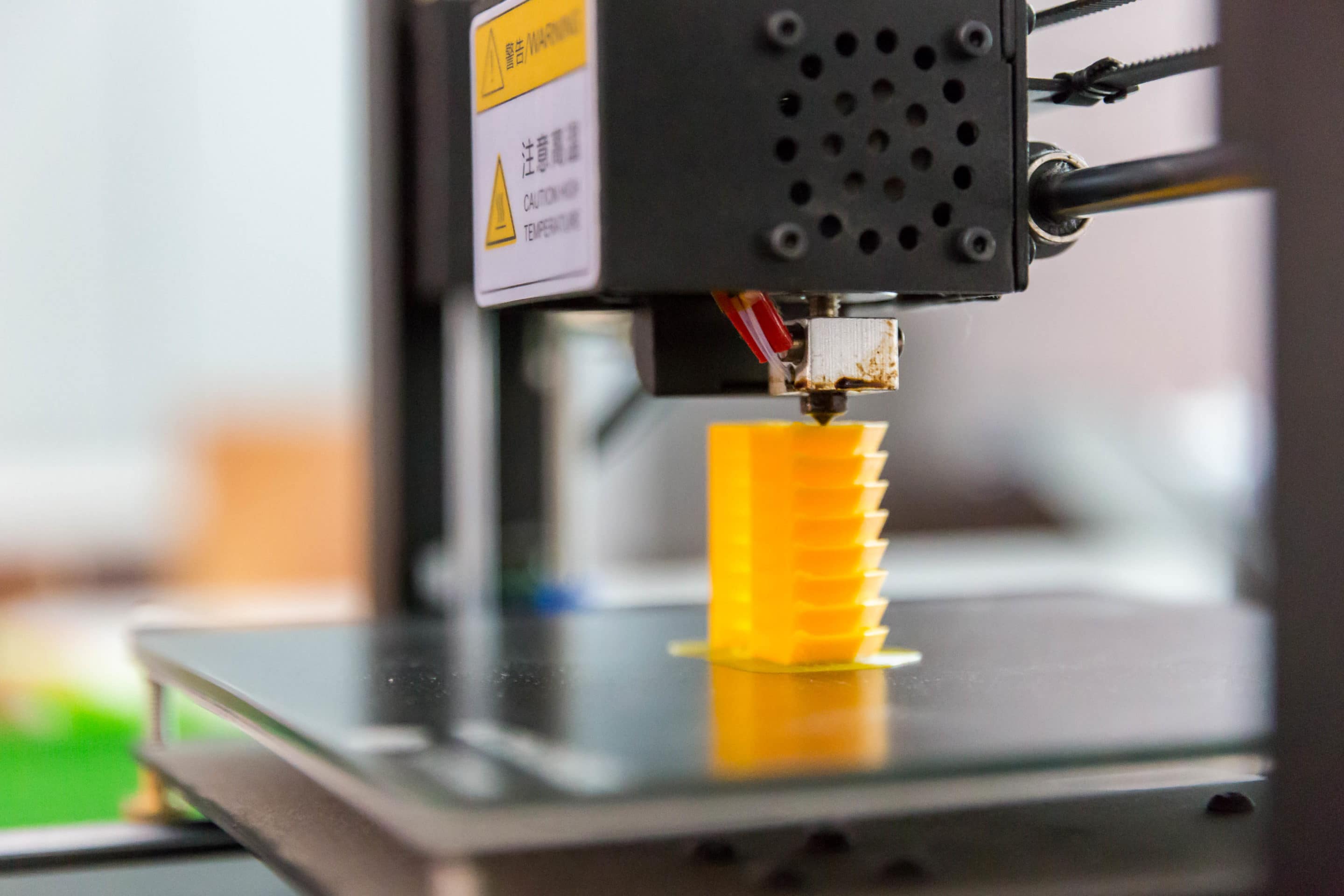
Afin d’être déposé, le plastique a besoin d’être fondu. Pour se faire, on va le chauffer à l’aide d’un bloc de chauffe qui va venir chauffer la buse. Le filament va fondre dans cet ensemble avant d’être appliqué sur le plateau. Le filament fondu pourra être appliqué tel quel sur un plateau muni d’une surface d’accroche type BuildTak si la buse est assez basse et que l’on écrase suffisamment le filament sur le plateau. Dans le cadre d’une surface d’impression en verre, il faudra songer à utiliser de la laque ou d’activer le plateau chauffant. Beaucoup d’imprimantes possèdent ce qu’on appelle un plateau chauffant. L’objectif de ce dernier sera de faire adhérer la première couche. Ce plateau va chauffer suffisamment la première couche afin que celle-ci « colle » au plateau. Ce principe aide énormément à l’accroche du filament sur le plateau, mais également à la décroche de l’objet à la fin de l’impression.
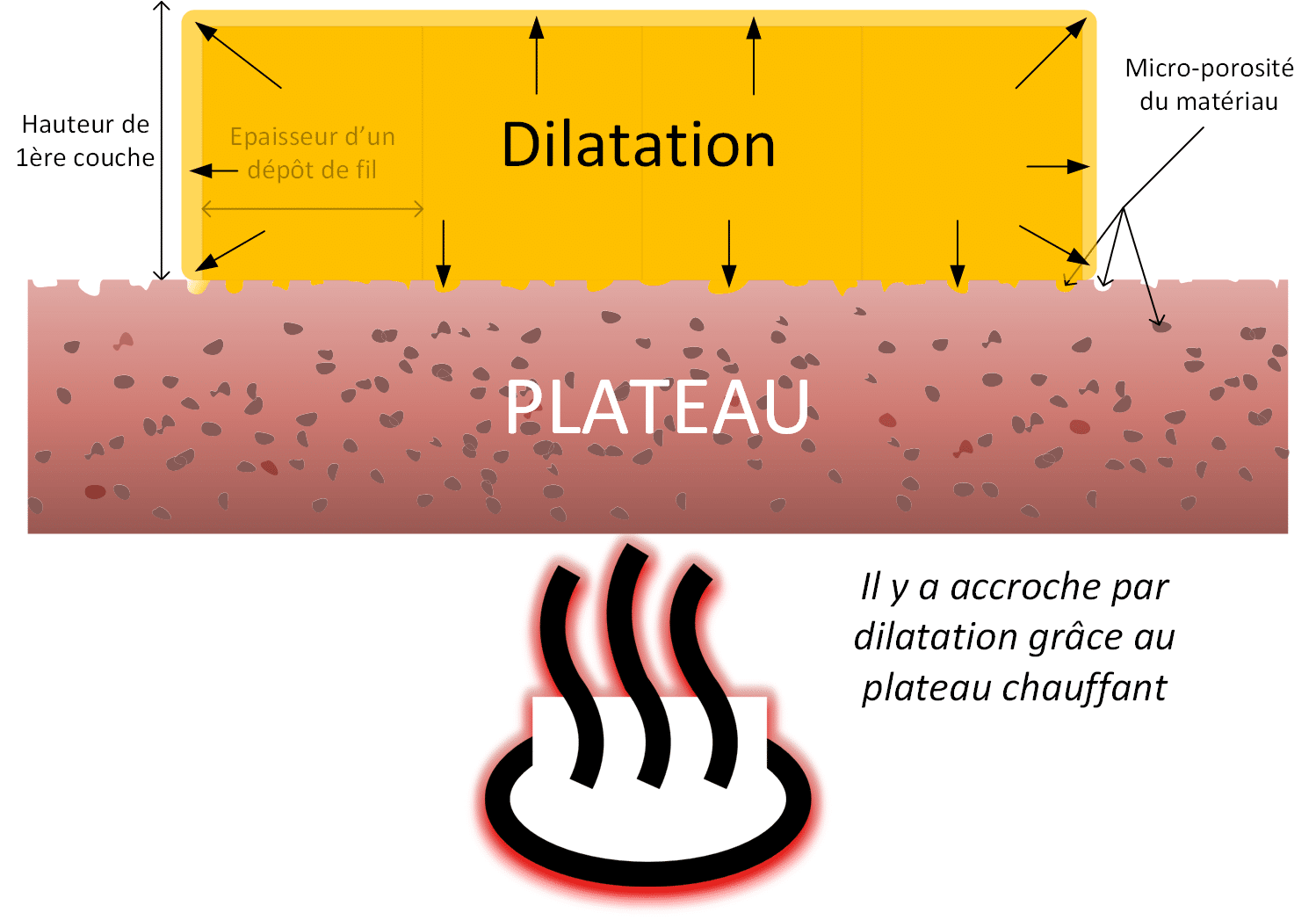
Et c’est sur ce point que j’aimerai insister, car là se cache un grand secret de l’impression 3D. Le plastique, quel qu’il soit possède des propriétés de rétractation et de dilatation sous l’effet de la température. Plus un plastique sera chauffé, plus il se dilatera. À l’inverse, lorsque le filament refroidit, ce dernier se rétracte sur lui-même. C’est pour ça que dans la plupart des slicers, par défaut, la première couche n’est pas refroidie par le ventilateur soufflant sur l’impression, au niveau de la buse. En effet, le filament déposé reste chaud grâce au plateau chauffant ou reste en place grâce à de la laque ou une surface microporeuse (scotch, Ultrabase…) ce qui permet un maintien de la première couche à l’état légèrement dilaté.

Si votre slicer est toujours configuré par défaut, la ventilation effectuée sur l’impression se mettra en route à la seconde couche. Car là, il sera important de rétracter au plus vite le filament déposé afin que ce dernier prenne sa forme finale. Les couches suivantes suivront de la même manière. Attention tout de même à une chose : l’accroche entre les différentes couches. Selon le type de filament, l’accroche entre couches n’est pas si simple à maîtriser. Dans certains cas, il faudra même éviter la rétractation du plastique déposé afin de renforcer les liaisons entre couches. C’est notamment le cas de l’ABS où il faudra impérativement couper la ventilation qui refroidit la pièce et éviter tout courant d’air sur le plateau. L’ABS est très sensible aux variations de température et les couches peuvent très vite ne plus accrocher entre elles. C’est pour ça qu’il est important d’imprimer de l’ABS en caisson, d’une part pour éviter l’émission de mauvaises particules à proximité de l’utilisateur, mais également pour garantir une qualité d’impression. C’est également pour ça qu’il est recommandé de chauffer son plateau à une température presque deux fois plus élevée que le PLA pour éviter un trop gros écart entre la température de buse et la température de la pièce. Dans ce cas, le plateau sert à chauffer la pièce, bien plus que juste chauffer la première couche pour une meilleure accroche.
 Problème d’adhésion entre couches
Problème d’adhésion entre couches
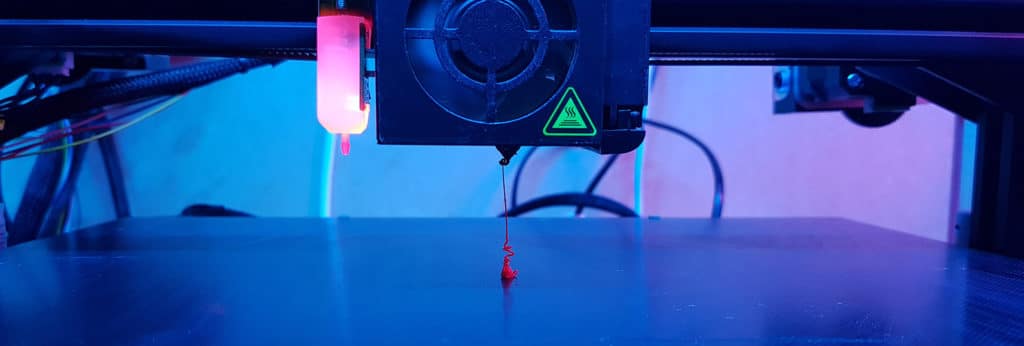
Lorsque la température est bien configurée, ainsi que la longueur de rétractation, on peut arriver à de formidables résultats bruts, sans stringing (fils fins « toiles d’araignées » que l’on peut retrouver sur des pièces imprimés avec une mauvaise rétractation).

Température de la buse
La température de la buse est à mentionner dans le slicer et sera la température utilisée pendant l’impression pour chauffer le filament. Cette température doit correspondre à la température de chauffe préconisée par le fabricant du filament. Souvent, une plage de température est donnée. À vous de tester différentes températures comprises dans cet intervalle et de choisir le rendu qui vous convient. Selon la température appliquée, votre filament se déposera plus ou moins facilement. Une température haute limitera les risques de bouchage de buse tandis qu’une température basse vous donnera un rendu de couleur plus proche de votre filament brut. Selon la température, le filament peut avoir un aspect différent au toucher, une teinte et une brillance différente ainsi qu’une différence de rigidité.
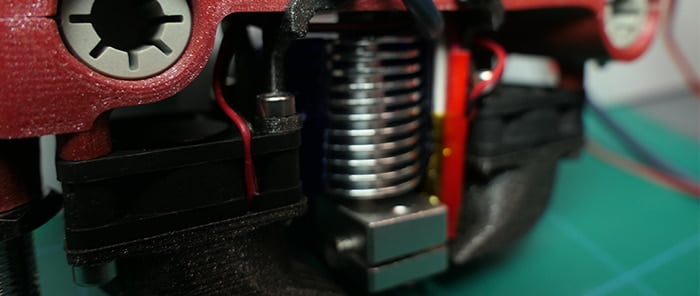
 Engrenage en sous-extrusion, température trop élevée
Engrenage en sous-extrusion, température trop élevée
Afin de tester un filament sur une large gamme de température, on trouve des fichiers .gcode disponibles sur Thingiverse : les tours de températures. C’est le meilleur moyen de tester un filament d’après la température de la buse.

Ces fichiers .gcode sont écrits de sorte qu’à chaque palier, une nouvelle température est appliquée à la buse. Il sera ensuite intéressant de garder cette tour afin de définir l’aspect voulu pour vos futures pièces.
Température du plateau chauffant
La température du plateau chauffant est importante pour l’adhésion de la pièce au plateau. Elle permet de dilater le plastique suffisamment pour que ce dernier s’étale et adhère au plateau. Au refroidissement du plateau, le plastique de la pièce de rétracte légèrement ce qui aide au décollement de l’objet. Certains objets sautent tout seuls du plateau lors du refroidissement !
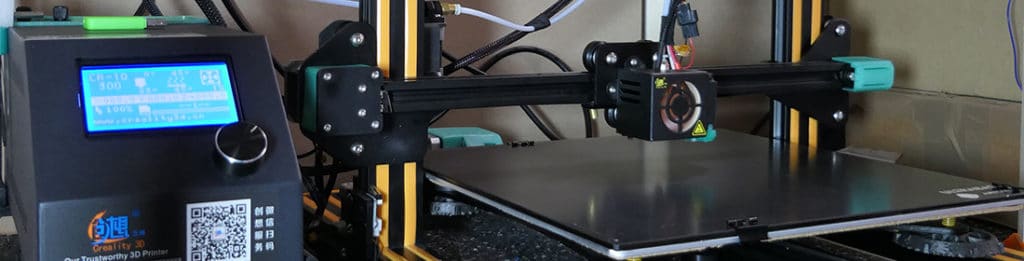
 Plateau AnyCubic UltraBase sur Creality3D CR-10, surface micro-poreuse
Plateau AnyCubic UltraBase sur Creality3D CR-10, surface micro-poreuse
Il faut retenir :
- 0-50°C : PLA (il faudra bien écraser le filament sur le plateau)
- 50/60°C : PLA / PETG / PET / Nylon / PC…
- 80°C mini : Filaments contenant du carbone
- 100/110°C : ABS / ASA (jusqu’à 120°C)
Température de l’environnement d’impression
Ici, je vais donner quelques conseils quand à l’environnement où imprimer. Déjà, votre imprimante ne doit pas être dans un endroit poussiéreux et ne devra surtout pas être exposée au soleil. Il n’y a pas de température idéale d’impression. Le plus important c’est d’avoir le moins de variation de température possible. Ce critère s’avère très important en ce qui concerne l’impression d’objets en ABS. L’ABS s’imprimera plus efficacement en atmosphère contrôlée à une température stable, de préférence tiède (30-40°C). Après ce n’est pas un critère obligatoire.
Pour ma part j’imprime dans une cave. Il y fait très froid en hiver, entre 14 et 18°C et agréable en été, entre 18°C et 24°C. La pièce où j’imprime ne possède aucune fenêtre. L’avantage dans une cave à 3/4 enterrée et sans fenêtre, c’est que les variations de température sur une journée complète ne dépassent pas 2°C et je n’ai pas de courants d’air. Pratique pour imprimer en ABS (reste encore à filtrer les particules !).

Une dernière chose, évitez les environnements trop humides. D’une part pour une meilleure conservation de vos filaments, mais aussi pour éviter que les espaces creux de vos pièces ne soient humides et donc éviter l’apparition de moisissure à l’intérieur de vos pièces ! Afin de contrôler l’humidité de votre environnement, aérez souvent ou utilisez, comme moi, un déshumidificateur à faire tourner dès que le taux d’humidité relative dépasse les 75%.
Donc si je résume au niveau de l’environnement d’impression :
- Température stable à privilégier pour les filaments techniques
- Éviter les courants d’air
- Humidité contrôlée.
Conclusion
La température est le premier paramètre à prendre en compte lors de l’impression d’un objet en 3D. Ce paramètre aura un impact sur la qualité et le rendu des pièces réalisées. Pour les filaments plus techniques comme l’ABS, il faudra au préalable se prémunir d’un plateau chauffant et construire un caisson afin d’isoler au maximum l’imprimante des courants d’air. Et si le cœur vous en dit, vous pouvez même contrôler l’environnement de votre caisson en y ajoutant un peu d’électronique !
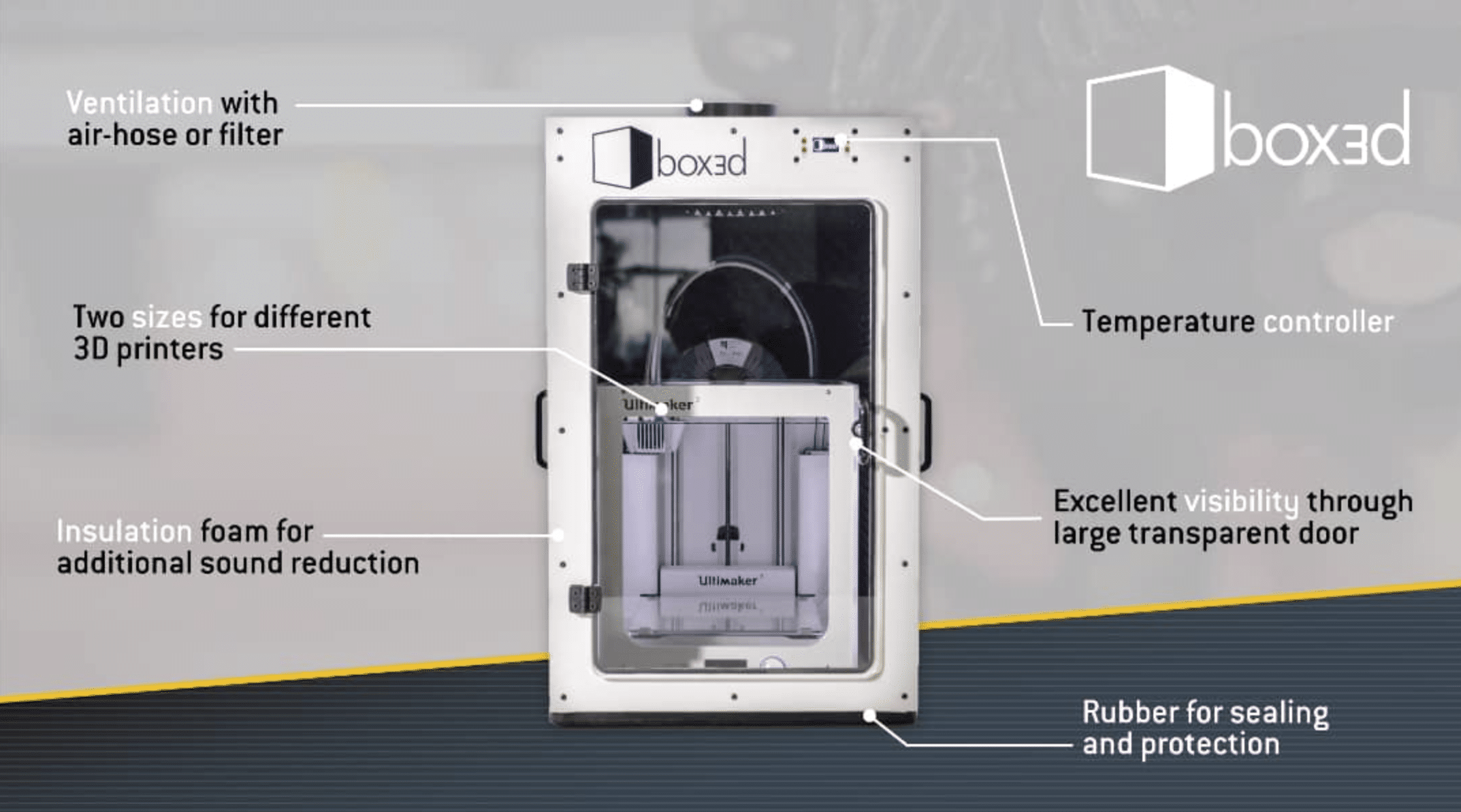 La start-up néerlandaises Box3D a développé un caisson éponyme pour la régulation de l’environnement de votre imprimante 3D.
La start-up néerlandaises Box3D a développé un caisson éponyme pour la régulation de l’environnement de votre imprimante 3D.Ben.













0 commentaires