
Connaissez-vous des impressions qui se décollent ? Vous lancez votre impression 3D et tout d’un coup votre première couche n’adhère plus, elle se décolle du plateau et votre tête d’impression l’emporte sur son passage… Ou peut-être même que vos impressions se décollent au fur et à mesure de l’impression, dans ce cas vous êtes victime d’un accrochage ou d’un warping trop important… Voyons ensemble les solutions pour améliorer l’adhérence de vos pièces !
Table des matières
Les conséquences d’une mauvaise adhérence
C’est aux conséquences que l’on peut diagnostiquer une cause probable. Dans cet article, je vais me focaliser sur le problème n°1 de l’impression 3D : la mauvaise adhérence de la pièce au plateau. Si votre pièce ne colle pas parfaitement au plateau, soyez sûr que votre impression se décollera ou aura des imperfections.
Les conséquences peuvent varier selon les cas : décollement du plastique sur les bordures de la pièce en cours d’impression, non-accroche du plastique sur le plateau dès le démarrage de l’impression, côtes inexactes en Z ou même décrochage de l’objet par la tête d’impression !

Tous ces cas peuvent être la conséquence d’une mauvaise adhérence du plastique sur votre plateau.
Qu’est-ce qu’une bonne adhérence ? Pourquoi spécifiquement la première couche ?
Une bonne adhérence du plastique au plateau permettra de « coller » votre objet sur le plateau. Ainsi, la force appliquée par le dépôt de filament sur votre objet ne pourra pas venir déloger les couches inférieures. Cette première couche de plastique devra être la plus plane possible. Pour cela il faudra veiller à avoir le bon parallélisme plateau / chariot d’impression en plusieurs points du plateau. Une bonne première couche sera une première garantie de la qualité de votre pièce. Si la première couche est plus écrasée d’un côté de votre pièce que de l’autre, vous aurez une impression 3D « de travers ». Cette petite inclinaison ne se verra pas à l’œil nu, mais pourra vous gêner si vous recherchez de la précision pour vos pièces (je pense notamment aux systèmes mécanisés).

Mais à quoi ressemble une bonne première couche ? …
La première couche doit être suffisamment écrasée pour que le filament reste collé au plateau et que les lignes déposées se touchent sans se chevaucher. La hauteur de cette couche varie selon le diamètre de votre buse et la viscosité de votre filament. Plus votre diamètre de buse sera grand, plus haute sera la première couche. Plus la viscosité de votre filament est élevée, plus ce dernier s’étalera sur le plateau. Il faudra donc jauger sur le Z-offset ou sur le réglage du plateau.
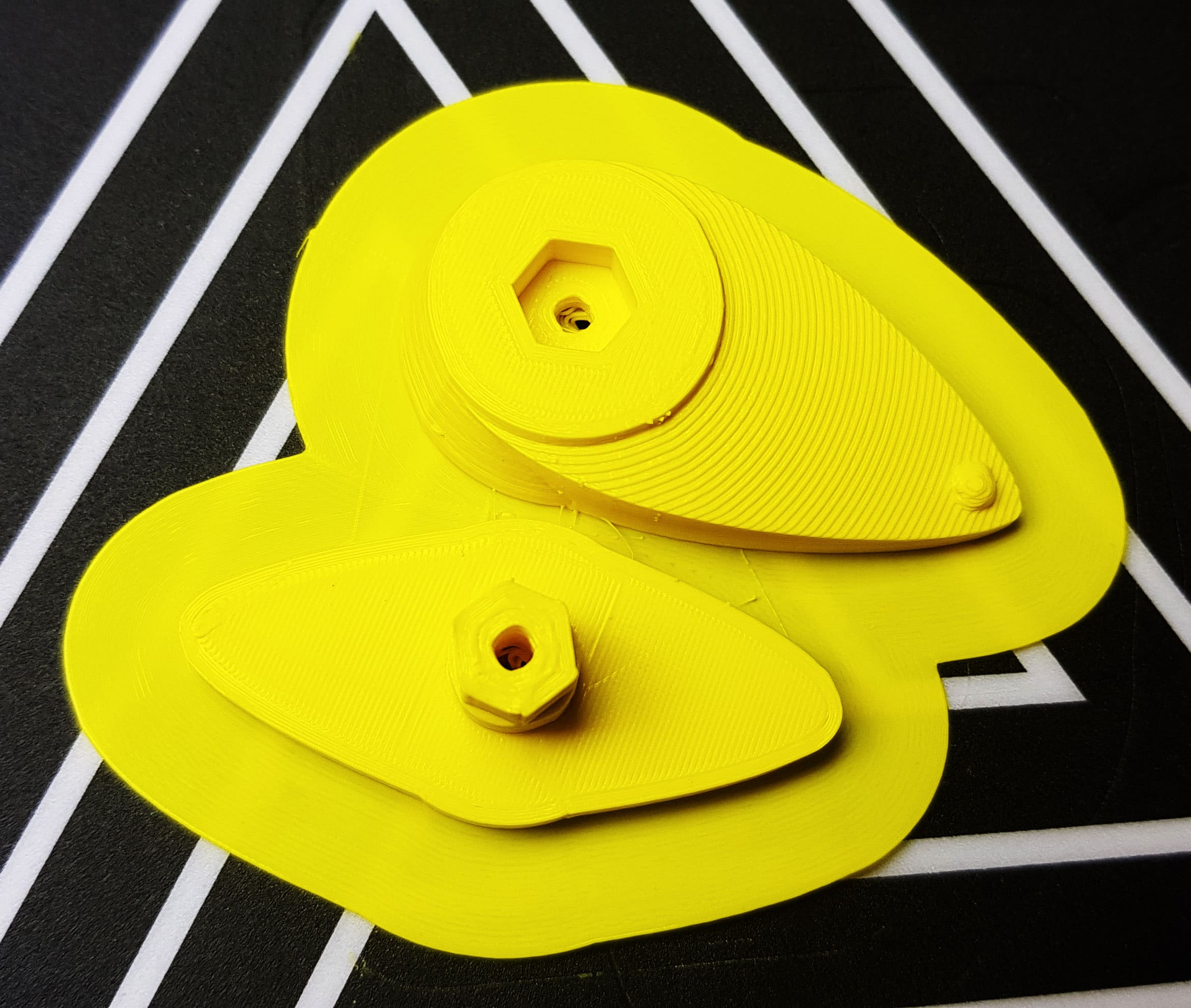 Exemple de belle première couche (visible sur les bordures des pièces). L’adhérence est parfaite ici. Imprimé en PLA avec une buse de 0.2 mm sur Dagoma DiscoEasy 200, sur un BuildTak, sans plateau chauffant.
Exemple de belle première couche (visible sur les bordures des pièces). L’adhérence est parfaite ici. Imprimé en PLA avec une buse de 0.2 mm sur Dagoma DiscoEasy 200, sur un BuildTak, sans plateau chauffant.
Les solutions pour améliorer l’adhérence de sa première couche
Selon les matériaux utilisés, il existe plusieurs solutions pour améliorer considérablement l’accroche de son objet et de sa première couche. Certaines solutions combinées en font des musts have. Voyons cela ensemble.
Améliorations du plateau
Le plateau chauffant
Un plateau chauffant peut améliorer considérablement l’accroche de votre filament. C’est un élément obligatoire pour tous les filaments qui ne sont pas à base de PLA. Cependant, j’aimerais souligner une chose ici. Si vous n’arrivez pas à imprimer du PLA sans plateau chauffant, votre problème se situe au niveau de votre parallélisme ou de la surface de votre plateau qui est trop lisse pour accrocher. Dans ce cas-là, un plateau chauffant pourra aider, mais ne résoudra pas le problème sous-jacent.
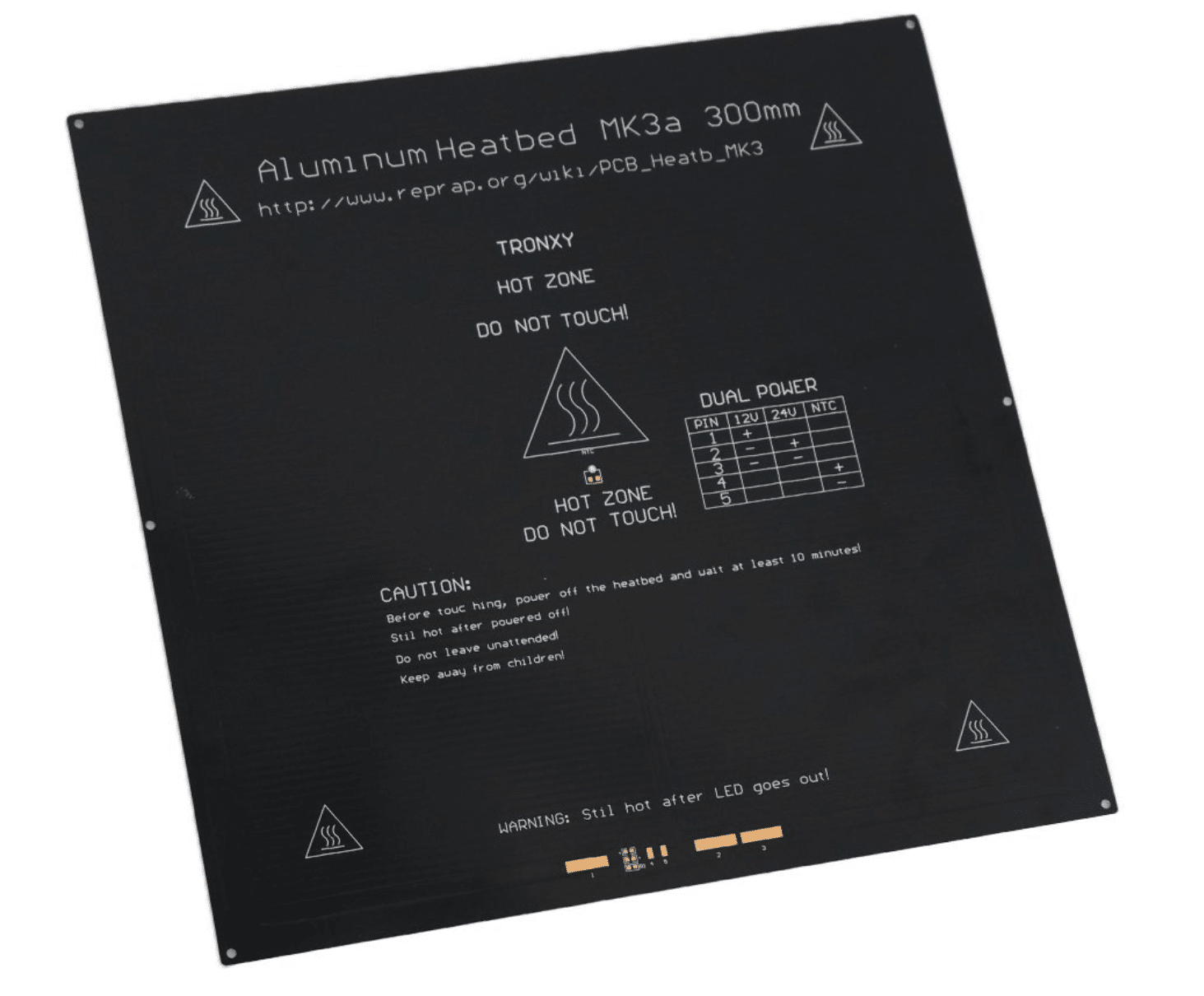
Vous retrouverez les plateaux chauffant MK3 en version 220x220mm ou en version 300x300mm pour les plateaux plus grands.
Un BuildTak
Un BuildTak est une surface que l’on vient coller au plateau. Cette surface paraît lisse en apparence. Cependant elle contient des microaspérités, invisibles à l’œil nu qui permet au plastique fondu d’accrocher. Un BuildTak peut être utilisé plus d’une année en utilisation intensive s’il est poncé de temps en temps.

BuildTaK officiel. Cliquez sur l’image pour voir l’ensemble de la gamme.
Surface d’accroche de type Ultrabase
Ici, je parle bien de plateaux de « type Ultrabase » en faisant référence aux pionniers en la matière : AnyCubic avec son plateau UltraBase. Ce dernier est disponible aux formats 20x20cm ou 30x30cm. Différentes marques proposent désormais des plateaux de ce type. Il s’agit d’une plaque en verre muni d’un revêtement poreux. Lorsque le plastique se dépose sur le revêtement et recouvre les trous, un effet de dépression s’exerce au niveau de chaque trou dû à l’augmentation soudaine de chaleur. La pièce est comme aspirée par le plateau par effet ventouse. Lorsque le plateau se refroidit, la pièce se décolle d’elle-même. Il est fortement recommandé de ne pas retirer la pièce tant que le plateau n’est pas froid. Dans le cas contraire, on risquerait d’abîmer le revêtement Ultrabase.

Plateau chauffant muni de son plateau AnyCubic UltraBase.
Un plateau UltraBase bien utilisé, entretenu et nettoyé vous garantira une bonne adhérence.
Plateau magnétique
Un nouveau type de plateau a fait récemment son apparition : le plateau magnétique. Il s’agit ni plus ni moins d’un BuildTak collé sur une feuille magnétique. Tant que l’effet « magnet » persiste, il n’y a pas de soucis à se faire, ce revêtement se comportera comme un BuildTak standard. À la différence qu’il sera ici facile de décoller ses pièces.
 Un plateau magnétique permet de décoller facilement une impression. Il s’agit d’un BuildTak aimanté.
Un plateau magnétique permet de décoller facilement une impression. Il s’agit d’un BuildTak aimanté.
Plaque à trous d’électronicien
Bon… on ne va pas se le cacher… Cette technique date. C’est d’ailleurs l’un des premiers plateaux aux résultats concluants utilisés dans le domaine de l’impression 3D domestique. L’avantage de cette surface, c’est qu’elle permet une bonne adhérence du plastique à sa surface qui n’est pas totalement lisse, mais légèrement granuleuse. De plus, les trous permettent au plastique de s’immiscer légèrement sous le niveau 0, ce qui améliore grandement l’accroche. Aujourd’hui cette technique est encore utilisée pour imprimé des filaments très techniques à haute température.
 Les plaques en bakélite permettent une bonne adhérence avec les filaments les plus techniques.
Les plaques en bakélite permettent une bonne adhérence avec les filaments les plus techniques.
Améliorations de la tête d’impression
Parmi les améliorations nous permettant d’améliorer l’adhésion au plateau, on retrouve des capteurs à placer sur la tête d’impression. Ces capteurs peuvent capter la position du plateau en plusieurs points de ce dernier. Ainsi, l’imprimante va se créer une image du plateau par rapport au chariot de la tête d’impression.
 Résultats de la prise de point par un BLTouch sur une carte Duet3D sur un plateau de 300x300mm. On voit ici qu’un des coins du plateau est légèrement surélevé.
Résultats de la prise de point par un BLTouch sur une carte Duet3D sur un plateau de 300x300mm. On voit ici qu’un des coins du plateau est légèrement surélevé.
Ainsi, l’imprimante va pouvoir activer la compensation du niveau du plateau. C’est-à-dire que la hauteur de la buse sera corrigée en temps réel par rapport au niveau du plateau. Très utile pour les plateaux légèrement bombés.
Avec de bons réglages, il est même possible d’imprimer sur un plateau incliné.
Ajout d’un capteur inductif
Les capteurs inductifs permettent de détecter les matériaux conducteurs. Ils sont très utilisés dans la plupart des imprimantes 3D vendues en kit. Ces capteurs détectent la plaque métallique du plateau, souvent en aluminium. Si vous posez une plaque de verre sur votre plateau, veillez à ce que l’épaisseur du verre ne soit pas trop élevée (2-3 mm au maximum) pour permettre au capteur de détecter le plateau sous le verre.
 Ce capteur inductif permet de détecter les plateaux conducteurs, comme les plateaux en aluminium.
Ce capteur inductif permet de détecter les plateaux conducteurs, comme les plateaux en aluminium.
L’avantage de ce capteur est qu’il détecte le plateau sans le toucher. Le principal inconvénient est que le capteur inductif est sensible aux variations de température. Si ce dernier agit sur un plateau chauffant ou est trop proche du bloc de chauffe, il faudra calibrer son offset à une certaine température.
Ajout d’un capteur capacitif
Le capteur capacitif, quant à lui, détecte tout type de matériau, sans aucun contact. Il est très peu utilisé en impression 3D, car beaucoup moins précis que le capteur inductif. Cependant, si vous avez une surface plane comme du verre, ce capteur conviendra parfaitement. Si vous ajoutez un plateau en verre sur votre imprimante et que votre inductif ne suit plus, préférez ce capteur capacitif.
 Ce capteur capacitif détecte tout type de matériau.
Ce capteur capacitif détecte tout type de matériau.
Capteur de précision de type BL-Touch / Touch-Mi
Le must have de l’impression 3D ! Ce type de capteur va venir palper le plateau en différents points. Pour se faire, une tige va être libérée pour rentrer en contact avec le plateau. Lors du contact, par effet hall, le capteur va mesurer la remontée de la tige. Ce type de capteur est précis à 0,01 mm et agit sur de toutes petites zones. Pour avoir testé les capteurs cités plus haut et un capteur BLTouch original, je peux vous certifier que la différence de prix vaut vraiment le coup. Avec un BLTouch, vous imprimerez les yeux fermés, car si vous avez activé la compensation du plateau, votre offset sera parfait en tout point du plateau ! Ci-dessous, la vidéo du lancement du BLTouch (avec une impression, plateau penché, à voir absolument !)
De plus, si votre firmware d’imprimante le permet, n’hésitez pas à palper votre plateau en une vingtaine de points pour avoir la correction la plus précise possible ! Depuis que j’ai effectué ce réglage sur le plateau de ma CR10, mes plus grandes pièces accrochent en tout point du plateau, peu importe le type de filament utilisé (PLA, ABS, ASA, Flex…).
On retrouve également le capteur Touch-Mi qui est moins onéreux. Le principe physique de mesure est le même, seule la mécanique change ici. Je n’ai pas encore testé ce capteur.

Les aides logicielles
Maintenant qu’on a une solution pour notre plateau et pour le capteur de la tête d’impression, il ne reste plus qu’à régler tout ça !
Réglage minutieux de l’offset
Le réglage de l’offset peut s’effectuer si vous avez un capteur fin de course en Z ou un des capteurs cité plus haut. Il s’agit d’un ajustement de votre hauteur de buse par rapport au plateau. Cette valeur s’y situera généralement entre 0 et 3 mm (ou -3 et 0 mm selon le firmware de l’imprimante). Pour effectuer un bon réglage d’offset, je vous redirige vers cet article : « Offset : le régler une bonne fois pour toutes !« .

Compensation du niveau du plateau
Le réglage de la compensation du niveau du plateau s’effectue à l’aide des capteurs de la tête d’impression cités plus haut. Cette compensation peut être appliquée à chaque impression. Il n’est pas nécessaire de refaire un réglage de la compensation à chaque impression. Le faire une fois suffit. La matrice de compensation sera enregistrée dans la mémoire de l’imprimante et la compensation pourra être activée avec cette matrice pour toutes les futures impressions.
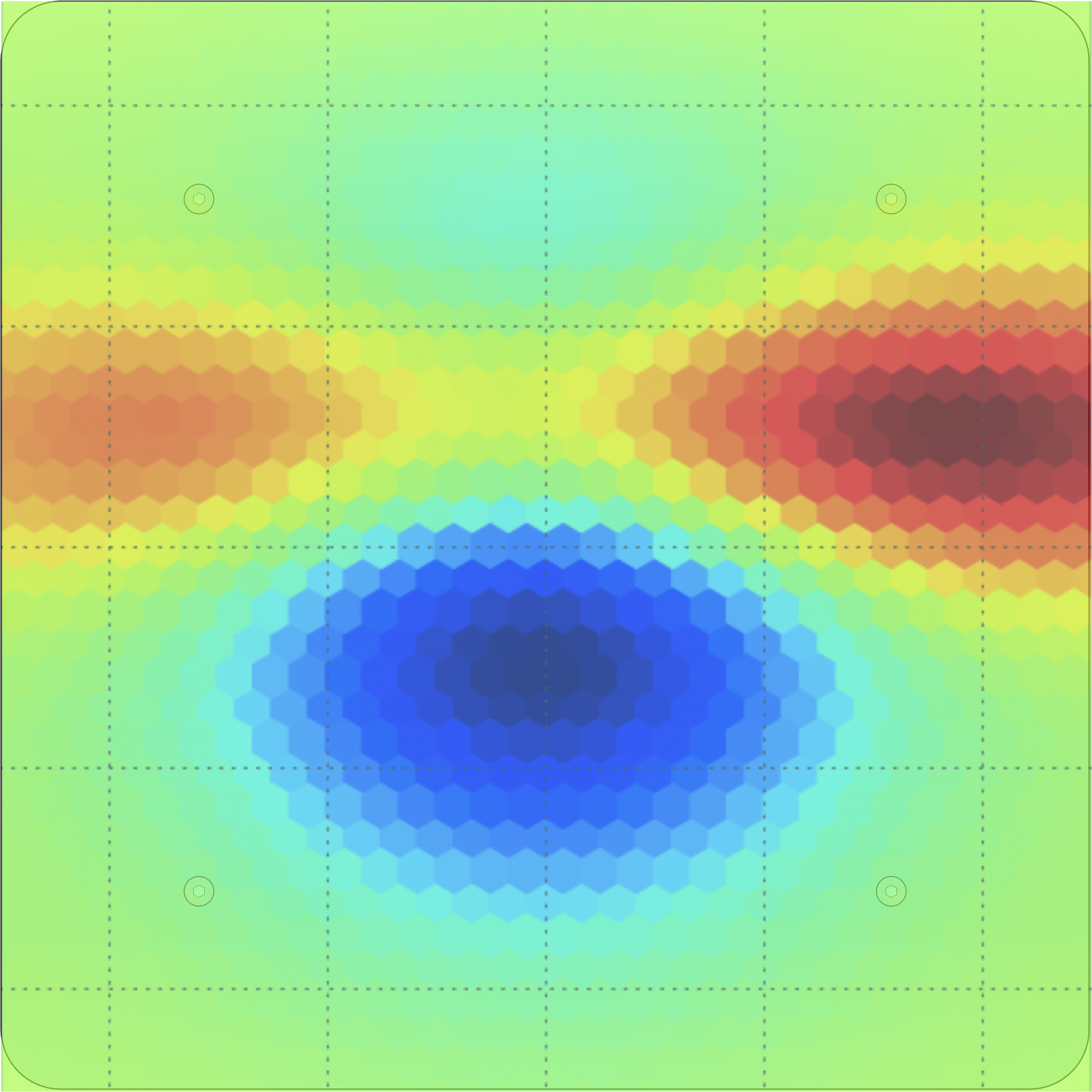 Défauts de planéité. Le plateau est un peu plus bombé sur les bords et plus incurvé au milieu. La compensation du niveau du plateau va permettre au filament d’adhérer à celui-ci en tout point du plateau.
Défauts de planéité. Le plateau est un peu plus bombé sur les bords et plus incurvé au milieu. La compensation du niveau du plateau va permettre au filament d’adhérer à celui-ci en tout point du plateau.
Ce réglage peut être utilisé en plusieurs points. Plus le nombre de points est élevé, plus votre compensation sera précise. Généralement, sur les firmwares Marlin avec une carte type MKS 8 bits, la compensation s’effectue en 6 ou 9 points. Pour ma part, sur une carte 32 bits Duet3D (firmware RepRap) avec un plateau de 30x30cm, j’effectue ma compensation sur pas loin de 150 points avec l’aide d’un capteur BLTouch.
MicroSteps ou BabySteps Z
Un nouveau paramètre à fait son apparition ces dernières années sous la dénomination « MicroSteps » ou « BabySteps ». En quoi ce paramètre peut-il aider à l’adhérence ? Il faut savoir qu’avant l’apparition de ce paramètre, l’offset devait parfois être recalibré lorsque l’on changeait de filament. Surtout lorsqu’on passait d’un matériau à un autre. En effet, selon la viscosité du filament fondu, le plastique ne devra pas être écrasé de la même manière pour avoir une bonne accroche. Il en va de même pour une bonne première couche. Et ce dernier ajustement s’effectue en dixième de millimètre.
 Sur les dernières versions du firmware Marlin, on peut régler les BabySteps pour chaque axe de l’imprimante.
Sur les dernières versions du firmware Marlin, on peut régler les BabySteps pour chaque axe de l’imprimante.
C’est principalement pour cette raison qu’a été créé le paramètre MicroSteps. Pour ne pas toucher au paramètre d’offset tout en ajustant la hauteur au dixième de millimètre près grâce au MicroSteps ! Et tout ça en temps réel, pendant l’impression de la première couche. Ainsi, il est pratique et facile d’ajuster la hauteur de la buse par rapport au filament choisi au démarrage de l’impression. Et ainsi, avec un même réglage d’offset et un ajustement des MicroSteps, on conviendra à l’adhérence de tous nos filaments !
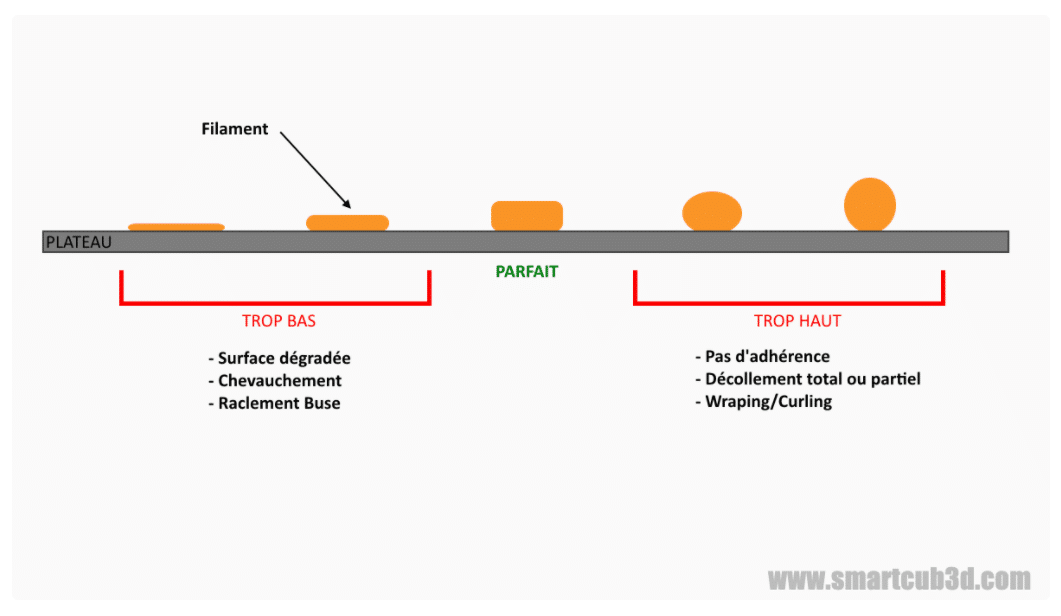 Selon votre filament, il faudra toujours rechercher l’étalement parfait de votre filament pour garantir une bonne adhérence de votre pièce.
Selon votre filament, il faudra toujours rechercher l’étalement parfait de votre filament pour garantir une bonne adhérence de votre pièce.
Les aides à l’accroche
Ces aides à l’accroche peuvent s’avérer efficaces si la surface de votre plateau est lisse comme un BuildTak trop usé, un plateau en verre ou en aluminium.
Scotch de peintre
Un must have à avoir toujours en urgence ! C’est l’une des meilleures surfaces d’accroche pour les projets d’impression 3D. La porosité de ce scotch permet à n’importe quel filament d’y adhérer facilement. Faites des tests avant. Certains scotchs ont plus de mal à se décoller que d’autres et c’est pourquoi je vous recommande le scotch 3M. Il est fin et régulier sur l’épaisseur et ne laisse pas de trace.
 L’ami d’une bonne adhérence : Le scotch bleu 3M !
L’ami d’une bonne adhérence : Le scotch bleu 3M !
La base d’un bon entretien du plateau : L’alcool à brûler
Peu importe les aides qui vont suivre, il reste une règle de base à ne pas transgresser. Il s’agit d’entretenir son plateau et de le nettoyer. En effet, si le plateau est poussiéreux ou contient des traces de doigts à sa surface, cela pourrait nuire à votre première couche. Il est important de nettoyer et de dégraisser souvent votre plateau. Le meilleur moyen est de le frotter à l’alcool à brûler de temps à autre (j’effectue cela en moyenne toutes les 3 impressions).
 L’alcool à brûler, c’est la base du nettoyage de votre plateau.
L’alcool à brûler, c’est la base du nettoyage de votre plateau.
Lorsque de la graisse laissée par nos doigts se trouve sur notre plateau, cela peut créer des boursouflures sur la première couche. Cela s’explique par le fait que le filament n’adhère pas à ces endroits, il est alors retenu par les bords, les autres couches de filaments, et non par le plateau.

Certains utilisent de l’acétone également pour nettoyer leur plateau. Je déconseille cela, car l’acétone peut être destructrice envers un BuilTak ou un plateau de type UltraBase.
Jus d’ABS
Vous voulez imprimer de l’ABS sans plateau chauffant ? Vous voulez améliorer l’adhérence de vos impressions en PLA ? Le jus d’ABS est fait pour vous. Il s’agit là d’un mélange ABS/Acétone qui, au séchage, vous laissera une première couche d’ABS sur votre plateau. Cela facilitera l’adhérence de votre filament, notamment si vous imprimez en ABS.
 Si c’est utilisé par Josef Prusa en personne ! Pourquoi s’en priver ?
Si c’est utilisé par Josef Prusa en personne ! Pourquoi s’en priver ?
Vous pouvez également fabriquer votre propre jus d’ABS en mélangeant de l’acétone avec des morceaux de filaments ou de pièces en ABS. Les vapeurs dégagées étant toxiques, cette réalisation doit s’effectuer en environnement aéré.
Laque 3D
Très largement utilisée par les professionnels de la 3D (Sculpteo, Primante3D, E3D-Online, etc.), la laque 3D ou « 3D laque » devait faire partie de cette liste. Onéreuse à l’achat (on parle quand même d’un consommable), cette laque est faite spécialement pour l’impression 3D plastique. Sans odeur, effet fixant, compatible avec les plateaux chauffants et tout type de matériaux, cette laque pro saura vous satisfaire et facilitera l’accroche des matériaux les plus techniques à imprimer.

Je recommande surtout cette laque pour l’impression sur plateau lisse en verre. Elle permettra, par exemple, d’imprimer des filaments à l’accroche difficile sur une surface lisse comme de l’ABS. Comme quoi, l’adhérence de l’ABS sur le verre n’est pas un mythe !
Colle
J’en ai vu certains s’essayer à la colle UHU en bâton. Et pour eux, ça fonctionnait. N’étant pas fan de cette technique, je m’y étais tout de même essayé à mes débuts. Je n’ai eu aucun essai concluant. Mis à part salir ma buse, je n’ai pas réussi à faire grand-chose… M’enfin… si ça marche pour certains, autant que cette technique paraisse dans cette liste.

Économique et efficace : la laque à cheveux
Vous trouvez la laque 3D professionnelle trop onéreuse ? J’ai une solution plus économique pour vous ! Pour moins cher que la laque 3D, vous en aurez pour bien plus longtemps, et cela pour une qualité comparable !
Il s’agit de la laque à cheveux ! Oui, vous avez bien lu !
Alors, je précise, pas n’importe laquelle ! En effet, beaucoup de laques à cheveux contiennent des composants qui sont défavorables à l’accroche du plastique sur tout type de surface. Certaines laques contiennent des vitamines pour nos cheveux ainsi que des tas d’autres saloperies. Certaines peuvent même détériorer votre plateau. Alors, quelle est la bonne ?
Il s’agit de la marque Vivelle Dop ! Et si vous voulez de bons résultats, prenez la laque Vivelle Dop Orange Extra Forte Micro Aérée ou Rouge Fixation Extreme Micro Aérée. Personnellement j’utilise parfois la Vivelle Dop Orange. C’est un Must Have si vous commencez à avoir un BuildTak un peu usé par vos impressions. Cette laque est compatible avec tout type de filament.
 Des lots de 3 en « format généreux » sont disponibles sur Amazon. Ces laques sont également disponibles en grande surface.
Des lots de 3 en « format généreux » sont disponibles sur Amazon. Ces laques sont également disponibles en grande surface.
Je tiens à préciser que cette laque produit une odeur… de laque à cheveux. Pas forcément agréable à la longue. Le prix de l’économie ! 🙂
La solution de l’extrême pour augmenter l’adhérence du plateau !
Bon.. Si avec tout ça, vos pièces n’adhèrent toujours pas (ce qui m’étonnerait grandement, parce que franchement, le petit combo BLTouch + UltraBase avec de bons réglages est mortel !), il reste toujours la solution de l’extrême : augmenter le nombre d’aspérités de votre plateau… en le ponçant avec du papier de verre !
Si vous en arrivez là avec un BuildTak, poncez le BuildTak et… pensez à en acheter un nouveau pour un remplacement presque imminent ! Avec le ponçage du BuildTak, vous pouvez augmenter la durée de vie de celui-ci, mais cela ne durera pas indéfiniment.
 Une large sélection pour poncer vos plateaux ! (de 120 à 3000)
Une large sélection pour poncer vos plateaux ! (de 120 à 3000)
Si vous êtes sur un plateau en verre, prenez vos précautions ! Masque et lunettes obligatoires ! La poudre de verre est dangereuse pour vos yeux et vos voies respiratoires !
Commencez par un grain fort (200-400) et finissez par un grain plus fin (800-1200). N’oubliez pas de nettoyer votre plateau à l’alcool à la fin pour dégraisser le tout. Bien entendu, il faudra refaire le paramétrage de votre offset, recalibrer la matrice de compensation et rajuster vos BabySteps après l’opération de ponçage.
Mes utilisations
Pour ma part, j’ai pu tester ces configurations concernant l’adhérence :
La Dagoma DiscoEasy 200 d’origine (sans modifications) est une imprimante ne possédant pas de plateau chauffant. De ce fait, on peut imprimer principalement du PLA et du PETG. C’est par rapport à ces critères que je référence les performances de l’adhérence, de la plus mauvaise à la meilleure. Les filaments testés ici sont des marques ArianePlast, DailyFil, Chromatik, Sunlu et FormFutura.
- Dagoma DiscoEasy200 : Scotch bleu, Capteur inductif, Offset à 25°C, compensation plateau 9 points à 180°C, Impression PLA principalement
- Dagoma DiscoEasy200 : BuildTak Dagoma, Capteur inductif, offset à 25°C, compensation plateau 9 points à 180°C, Impression PLA principalement
- Dagoma DiscoEasy200 : Scotch bleu, Capteur inductif, Offset à 100°C, compensation plateau 9 points à 180°C, Impression PLA principalement
- Dagoma DiscoEasy200 : BuildTak Dagoma, Capteur inductif, offset à 100°C, compensation plateau 9 points à 180°C, Impression PLA principalement
- Dagoma DiscoEasy200 : BuildTak Dagoma usé, laque 3D, Capteur inductif, Offset à 100°C, compensation plateau 9 points à 180°C, Impression PLA / PETG
- Dagoma DiscoEasy200 : BuildTak Dagoma usé, Laque Vivelle Dop, Capteur inductif, Offset à 100°C, compensation plateau 9 points à 180°C, Impression PLA / PETG
- Dagoma DiscoEasy200 : BuildTak Dagoma usé et poncé, laque Vivelle Dop, Capteur inductif, Offset à 100°C, compensation plateau 9 points à 180°C, Impression PLA / PETG
- Dagoma DiscoEasy200 : BuildTak Officiel, Capteur inductif, offset à 100°C, compensation plateau 9 points à 180°C, Impression PLA / PETG
On remarque que le capteur inductif, influencé par la chaleur du bloc de chauffe permet un bon réglage d’offset à 100°C. Après plusieurs mois d’utilisation et quelques ratés sur le BuildTak Dagoma, ce dernier accrochait moins. Je suis donc passé sur la solution laque pendant un bon moment. Jusqu’au jour où le BuildTak était devenu complètement lisse. Je devais donc le poncer assez souvent à ce stade (au bout d’un an d’utilisation intense). J’ai fini par changer le BuildTak par un neuf. Je peux réimprimer les yeux fermés !
Pour la Creality CR10, cette dernière possédant un plateau chauffant, j’ai été plus « sévère » sur mes critères de performances à l’adhérence. Le but est d’imprimer des filaments toujours plus techniques demandant toujours plus d’adhésion. Les filaments testés ici sont des marques ArianePlast, DailyFil, Chromatik, InnoFil, Sunlu, FormFutura et NinjaFlex. Ma CR10 a par ailleurs subi plusieurs évolutions au courant des derniers mois. Cela fera l’objet d’une future vidéo sur ma chaîne YouTube ;-).
- Creality3D CR10 : Plateau en verre bombé, Scotch de peintre, plateau chauffant, fin de course Z, réglage plateau à la main, sans compensation Z, Impression PLA / PETG, petites à moyennes pièces
- Creality3D CR10 : Plateau en verre bombé, sans aide à l’accroche, plateau chauffant, fin de course Z, réglage plateau à la main, sans compensation Z, Impression PLA / PETG, petites pièces uniquement
- Creality3D CR10 : Plateau en verre bombé, laque 3D, plateau chauffant, fin de course Z, réglage plateau à la main, sans compensation Z, Impression PLA / PETG, petites à moyennes pièces
- Creality3D CR10 : Plateau en verre bombé, laque Vivelle Dop, plateau chauffant, fin de course Z, réglage plateau à la main, sans compensation Z, Impression PLA / PETG, petites à moyennes pièces
- Creality3D CR10 : Plateau AnyCubic UltraBase, plateau chauffant, fin de course Z, réglage plateau à la main, sans compensation Z, Impression PLA / PETG / ABS / ASA… , petites à moyennes pièces
- Creality3D CR10 : Carte Duet3D, plateau AnyCubic UltraBase, plateau chauffant, BLTouch, réglage plateau à la main, avec compensation Z 150 points, Impression PLA / PETG / ABS / ASA… , toutes pièces confondues
- Creality3D CR10 : Carte Duet3D, plateau AnyCubic UltraBase, laque 3D, plateau chauffant, BLTouch, réglage plateau à la main, avec compensation Z 150 points, Impression PLA / PETG / ABS / ASA… , toutes pièces confondues
- Creality3D CR10 : Carte Duet3D, plateau AnyCubic UltraBase, laque Vivelle Dop, plateau chauffant, BLTouch, réglage plateau à la main, avec compensation Z 150 points, Impression PLA / PETG / ABS / ASA… , toutes pièces confondues
On remarque que depuis que j’ai ajouté le BLTouch à la Creality CR-10, je n’ai plus aucun souci d’adhérence, peu importe la taille de la pièce à imprimer. Afin de pouvoir effectuer des réglages précis et ajuster les microSteps, la carte Duet3D m’a également beaucoup aidé. Avec les drivers moteurs que la carte Duet3D intègre, on est 16x plus précis que sur la carte standard de la CR-10. Il m’est quand même arrivé de rajouter un léger voile de laque pour certains tests de filaments techniques à la première couche capricieuse comme certains filaments ABS ou ASA…
Je rajouterai encore que pour pouvoir imprimer avec des filaments ABS, il est nécessaire d’imprimer en caisson fermé pour éviter tout courant d’air.
Et une chose que je remarque dans toutes mes impressions 3D : une première couche parfaite me garantit quasiment la qualité finale de la pièce. Dans ma vie d’imprimeur 3D, j’ai eu très peu de ratés sur des premières couches parfaites.
Donc, s’il n’y avait une règle à retenir à tout ça, c’est : maîtrisez votre première couche.
Et vous, avez-vous d’autres solutions à me proposer pour améliorer l’adhérence d’une première couche ? Quels sont vos retours d’expériences ?
Ben.














Bravo,
une démarche claire, des résultats documentés et convaincants !
j’oserai dire….j’adhére ….à la démarche et aux conclusions,
pour ma part ANET A8 avec quelques upgrade, mais le plateau toujours en règlage manuel pour la hauteur et l’ajout d’un Buildtak. adhérence quasi parfaite avec du PLA(aucune ratée si la hauteur du plateau est correct).
Magnifique site, continue Ben !
Bonjour,
J’imprime quasi que du PLA. Perso je chauffe mon plateau à 55°c, c’est une simple plaque de verre achetée et découpée chez brico-truc. J’active le ventilo qu’à partir de la 5ème couche. Quand je dois imprimer une pièce avec peu de surface au plateau j’active le brim et je mets de la laque à cheveux « Bien vu » (1er prix de chez super U). Il n’est pas nécessaire de ce ruiner pour faire de belles impressions contrairement à ce que nous font croire ceux qui vendent des produits « miracle ». Toujours bien nettoyer son plateau (raclette à lame de rasoir + alcool à brûler). Tu as raison Ben : Le plateau chauffant est un « must-have », même pour du PLA.
Bonjour,
J’ai une DiscoEasy200 qui me donne pas mal de fil à retordre surtout pour la première couche.
J’aimerai lancer un « Rég. Niv. Plateau » avec 9 points pour voir si ça pourrais améliorer mes premières couches qui sont irrégulières mais il ne m’en fait que 5. Pourrais-tu m’indiquer comment tu fais stp?
Merci d’avance
Bonjour,
Si vos couches sont irrégulières, cela peut venir du plateau qu’il faut dégraisser à l’alcool (si vous êtes sur un BuildTak). Pour un réglage du niveau du plateau en + de point, vous pouvez utiliser la commande G29 P3 pour une matrice de 9 points ou G29 P4 pour une matrice de 16 points (4×4). Envoyez la commande grâce à Pronterface ou via un fichier Gcode. Vous pouvez également modifer votre Start G-code dans votre slicer.
Merci beaucoup, c’est très clair.
Je vais m’offrir un B L-Touch que j’avais déjà envisagé mais maintenant je suis convaincu.