
Ahhhhh… L’offset ! S’il y avait un mot souvent employé par les makers possédant une imprimante 3D, c’est bien celui-là ! Qu’est-ce que l’offset d’une imprimante 3D ? Comment régler l’offset de son imprimante ? En quoi ce réglage est important ? Quels défauts proviennent d’un offset mal réglé ? On va voir tout ça dans cet article !
Table des matières
Qu’est-ce qu’un offset ?
Offset est un mot anglais signifiant « décalage ». Cet anglicisme est utilisé dans le domaine de l’imprimerie, de l’informatique, de la finance et de l’électronique. Je vais vous parler ici de l’offset électronique qui, je pense, se rapproche le plus du cas d’une imprimante 3D. Techniquement, l’offset permet de compenser une valeur d’échelle.
Dans l’exemple d’une valeur basse par exemple, on peut vouloir que le début de notre étendue (à savoir le 0%) soit situé à une valeur plus haute ou plus basse que normale. Tout est une question de rapport. On peut définir l’altitude d’une montagne par rapport au niveau des océans, mais on peut également la définir selon un refuge de montagne pour connaître l’altitude restante à gravir. Dans ce cas notre offset serait l’altitude du refuge. Et on peut définir notre échelle sur l’altitude restante. 0% pour l’altitude du chalet, 100% pour l’altitude du pic montagneux.
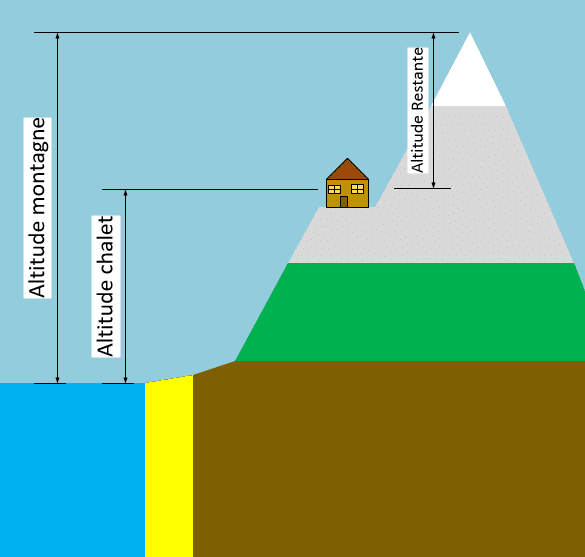
Il n’a pas la classe mon petit dessin ? 🙂
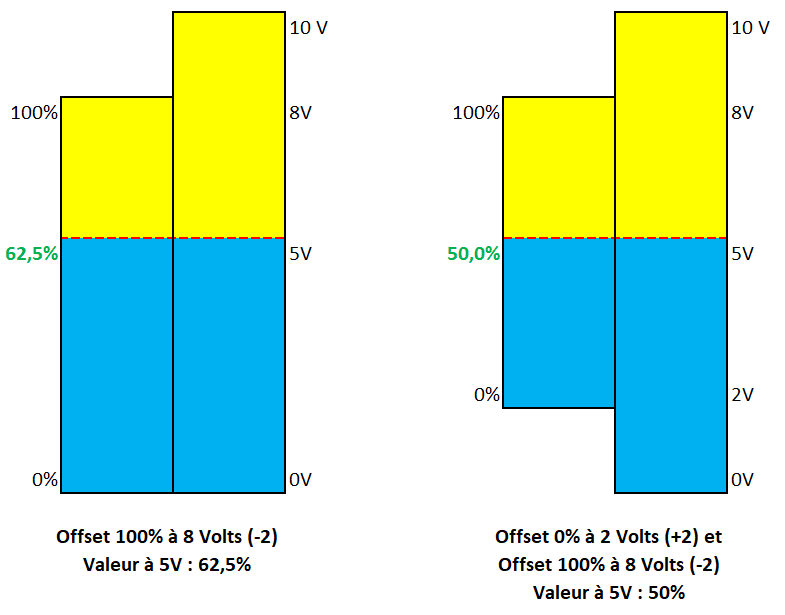
Bon, voyons l’offset de manière plus technique maintenant. Pour un décalage de la petite étendue d’échelle (0%) à 3 Volts sur une mesure allant de 0 à 10 Volts, ça nous donnerai ça :

Bien entendu, il est également possible de générer un offset sur la partie haute de votre étendue de mesure. Certains systèmes électroniques acceptent les 2 variations :
Comment régler l’offset de son imprimante 3D ?
On est bon côté définition ! Passons maintenant à l’impression 3D ! Le réglage de l’offset sur une imprimante 3D s’effectue au niveau du réglage de l’axe Z. Dans le jargon, on parle de réglage de Z-Offset. Il s’agit dans ce cas de régler la position la plus basse de la tête d’impression, et de sa buse.
Le Z-offset est un réglage à effectuer sur absolument toutes les imprimantes 3D, qu’elles soient en kit, reprap, professionnelle, cartésienne ou de type Delta. Cette étape fait généralement partie de la procédure de démarrage lors de la première utilisation d’une imprimante 3D.

[thrive_lead_lock id=’2777′]
Merci d’avoir rejoins la newsletter ! N’hésitez pas à vérifiez votre boîte mail !
Les premières questions qu’on est en droit de se poser, c’est : Offset à chaud ou à froid ?
Dans la logique, on devrait réaliser l’offset à chaud, à température d’impression pour être exactement dans les même conditions qu’une impression. Dans la réalité, peu importe. L’influence à chaud/froid est vraiment minime et n’influera pas sur la qualité des impressions lorsque vous réaliserez votre offset.
Cependant, sur certaines imprimantes, dont la mienne (Dagoma DiscoEasy 200), le palpeur inductif situé sur la tête qui sert justement de fin de course en Z de la tête d’impression est fortement influencée par la chaleur dégagée par la cartouche chauffante. S’en suit de multiples décalages d’offset, souvent énervants à la longue ! Dans ce cas présent il est préconisé de contacter le constructeur pour connaître la température qui n’influencera pas votre capteur pour le réglage en Z (astuce : chez Dagoma, faites votre offset avec la buse à 100°C => Valable sur NEVA et DiscoEasy 200).
Le réglage d’offset peut s’effectuer dans votre Slicer (Cura, Simplify3D, etc..) et peut également être directement écrit dans le firmware de votre imprimante grâce à l’écran de contrôle de l’imprimante si celle-ci en possède un.
Le réglage doit être fait de sorte que vous pouvez à peine pincer une feuille de papier sous la buse.
Afin de faire un tour des différentes possibilités de réglages (et selon votre type d’imprimante), je vous laisse avec l’excellent Maker’s Muse (en anglais) qui effectue le réglage du Z-Offset sur 7 imprimantes 3D différentes et de 7 manières différentes.
Quelles conséquences pour un offset mal réglé ?

Les principales conséquences d’un offset mal réglé sont :
- La couche trop écrasée = Buse trop basse = Offset trop bas.

- La couche pas assez écrasée = Buse trop haute = Offset trop haut.

- Claquements du moteur d’extrusion
Les claquements au niveau du moteur d’extrusion arrivent normalement lorsque la couche est trop écrasée. Voici une petite astuce que j’utilise lorsque j’effectue mon réglage : je lance une impression légèrement écrasée, l’extrudeur claque. Je remonte le Z-Offset petit à petit jusqu’à ce que l’extrudeur ne claque plus.
En résumé :

En sachant tout ça, il est possible d’avoir une bonne première couche, et donc, de ne pas trop s’inquiéter pour la suite des impressions !
 Une bonne première couche ! 🙂
Une bonne première couche ! 🙂
Quand refaire son offset ?
La réponse à cette question est plutôt simple : dès que votre première couche commence à déconner (voir le chapitre ci-dessus), il faudra refaire votre Z-Offset. Il est également important de le faire à chaque modification de votre imprimante (améliorations, modifications du plateau, démontage-remontage) ainsi que lors de l’entretien de votre imprimante. Il est également important de réaliser ce réglage après avoir fait le parallélisme de votre imprimante. Je recommande de refaire le Z-Offset avant et après le réglage de planéité du plateau.
[/thrive_lead_lock]
Ben.













Bonjour,
Intéressant cet article, malheureusement il ne répond pas a la question qui me semble essentielle: Quelle est vraie bonne valeur du ZOffset ?
En d’autre termes, doit on donner la valeur réelle entre la buse et le plateau lorsque l’axe Z se trouve sur le palpeur ou cette cote diminuée des 0.1mm réglementaires ?
Concrètement lors de la première couche la cote Z affichée est 0.3mm. La distance réelle plateau buse doit elle être de 0.4mm ?
Enfin pour information je suis assez moyennement d’accord avec la question du « à chaud ou à froid ». Sur mon Anet A6, si je règle 0.1mm (jeu de cales) à 20°C, la buse touche le plateau à 200°C. J’effectue donc toujours le réglage à chaud.
C’est une question assez intéressante que tu soulèves ici. Il me semble que la Anet A6, il n’y a pas de capteur inductif ou capacitif, donc le réglage de l’offset s’effectue à la main avec le réglage du plateau notamment. En fait, sur les imprimantes avec capteurs capacitifs ou inductifs, le Z-offset est directement un paramètre réglable dans le Marlin. De plus, la chauffe de la buse, en plus d’influer sur la mécanique de la buse et du corps de chauffe, influence également le capteur (comme sur Dagoma DE200 par exemple). La donnée Z-offset ne corresponds quasiment jamais à la mesure en réel dans ce cas-là. Il faut donc y aller « à tâtons ». Pour ce qui est de la bonne valeur de l’écart buse/plateau, cela dépends de la matière que tu utilises, de ton diamètre de buse utilisé et de la température de chauffe. Par exemple avec une buse de 0,2mm de diamètre, ton écart devra être plus faible avec le plateau qu’avec une buse de 0,4mm (pour les mêmes conditions de filament et de température). Et cela car tu as moins de matière à étaler sur le plateau. Une température de chauffe plus élevée te permettra de mieux écraser ta couche, et donc de favoriser un écart plus faible, cependant attention à l’effet de « rebord » que ça peut avoir au niveau du fil déposé. Et enfin, pour ce qui est de la matière plastique, selon le filament, la matière s’étalera mieux ou moins bien, donc l’écart « parfait » buse/plateau varie selon toutes ces conditions. Je rappelle également que sur les imprimantes domestiques, les hauteurs de couches données par les slicers varient entre 0,10mm et 0,20mm, donc l’écart devra être de l’ordre de 0,2-0,3mm environ. C’est pour cela que les constructeurs demandent souvent de « pincer » une feuille cartonnée sous la buse pour avoir un bon offset. Après comme dit, selon la matière, la température et le diamètre de buse l’accroche du filament pourra être différente. Il faudra toujours voir au jugé, à l’oeil, le rendu de notre première couche.
Si je comprend bien l’ajustement se fait avec une feuille cartonné et non une feuille de papier?